



-
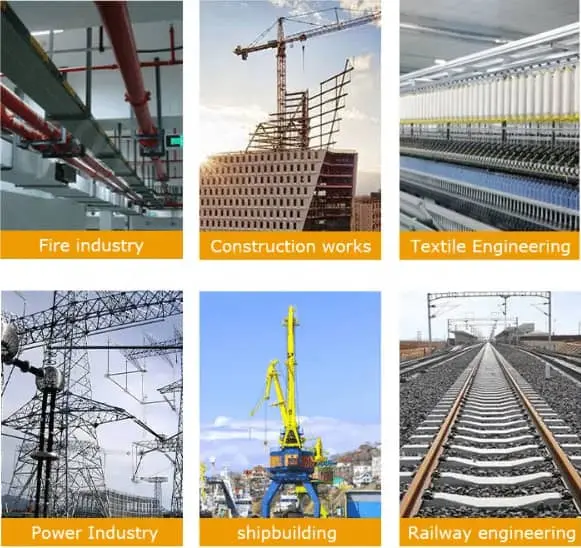
1. Апликации:Достава на флуиди и гасови, челични конструкции, градежништво.
-
2. ROYAL GROUP ERW/заварени кружни цевки од јаглероден челик:Висококвалитетно, сигурно снабдување, широко користено во челични конструкции и градежништво.
Кинеска фабрика за топло валани јаглеродни челични калеми

Детали за производот
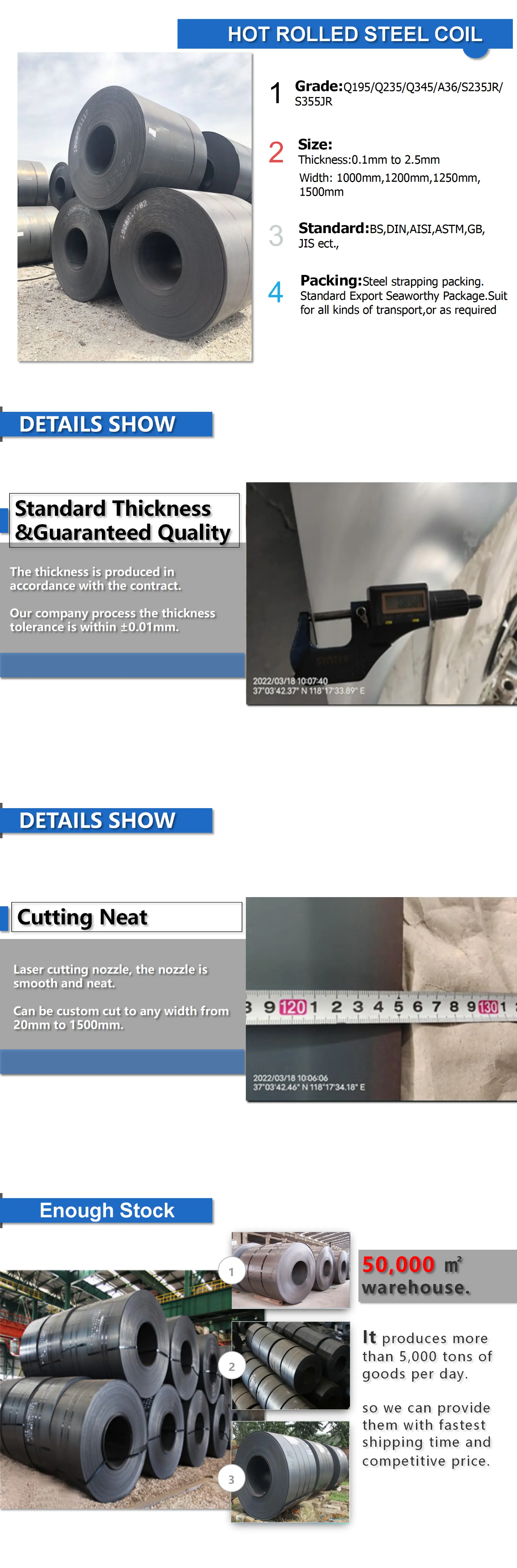
| Име на производ | Најпродаван најдобар квалитет во голема количинаТопло валани челични калеми |
| Материјал | Q195/Q235/Q345/A36/S235JR/S355JR |
| Дебелина | 1,5мм~24мм |
| Големина | 3x1219mm 3.5x1500mm 4x1600mm 4.5x2438mm по мерка |
| Стандарден | ASTM A53-2007, ASTM A671-2006, ASTM A252-1998, ASTM A450-1996, ASME B36.10M-2004, ASTM A523-1996, BS 1387, BS EN10296, BS |
| 6323, BS 6363, BS EN10219, GB/T 3091-2001, GB/T 13793-1992, GB/T9711 | |
| Одделение | A53-A369, Q195-Q345, ST35-ST52 |
| Степен А, Степен Б, Степен В | |
| Техника | Топло валани |
| Пакување | Пакет, или со сите видови бои ПВЦ или според вашите барања |
| Краеви на цевки | Рамен крај/закосено, заштитено со пластични капачиња на двата краја, сечено квадратно, жлебесто, со навој и спојка итн. |
| MOQ | 1 тони, поголема количина, цената ќе биде пониска |
| Површинска обработка | 1. Завршена мелница / поцинкувана / не'рѓосувачки челик |
| 2. ПВЦ, црно и боја сликарство | |
| 3. Транспарентно масло, масло против 'рѓа | |
| 4. Според барањата на клиентите | |
| Апликација на производот | 1. Изработка на градежни конструкции, |
| 2. машини за кревање, | |
| 3. инженерство, | |
| 4. земјоделски и градежни машини, | |
| Потекло | Тијанџин Кина |
| Сертификати | ISO9001-2008, SGS.BV, TUV |
| Време на испорака | Обично во рок од 10-15 дена по приемот на авансно плаќање |
Главна апликација
Забелешка:
-
1. Услуги:Бесплатни примероци, целосна гаранција за квалитет по продажбата, поддршка на сите методи на плаќање.
-
2. Прилагодување:Достапни се сите спецификации за цевки од јаглероден челик (OEM и ODM) по фабрички цени од ROYAL GROUP.
Табела со големини
| Дебелина (мм) | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | прилагодено |
| Ширина (мм) | 800 | 900 | 950 | 1000 | 1219 | 1000 | прилагодено |
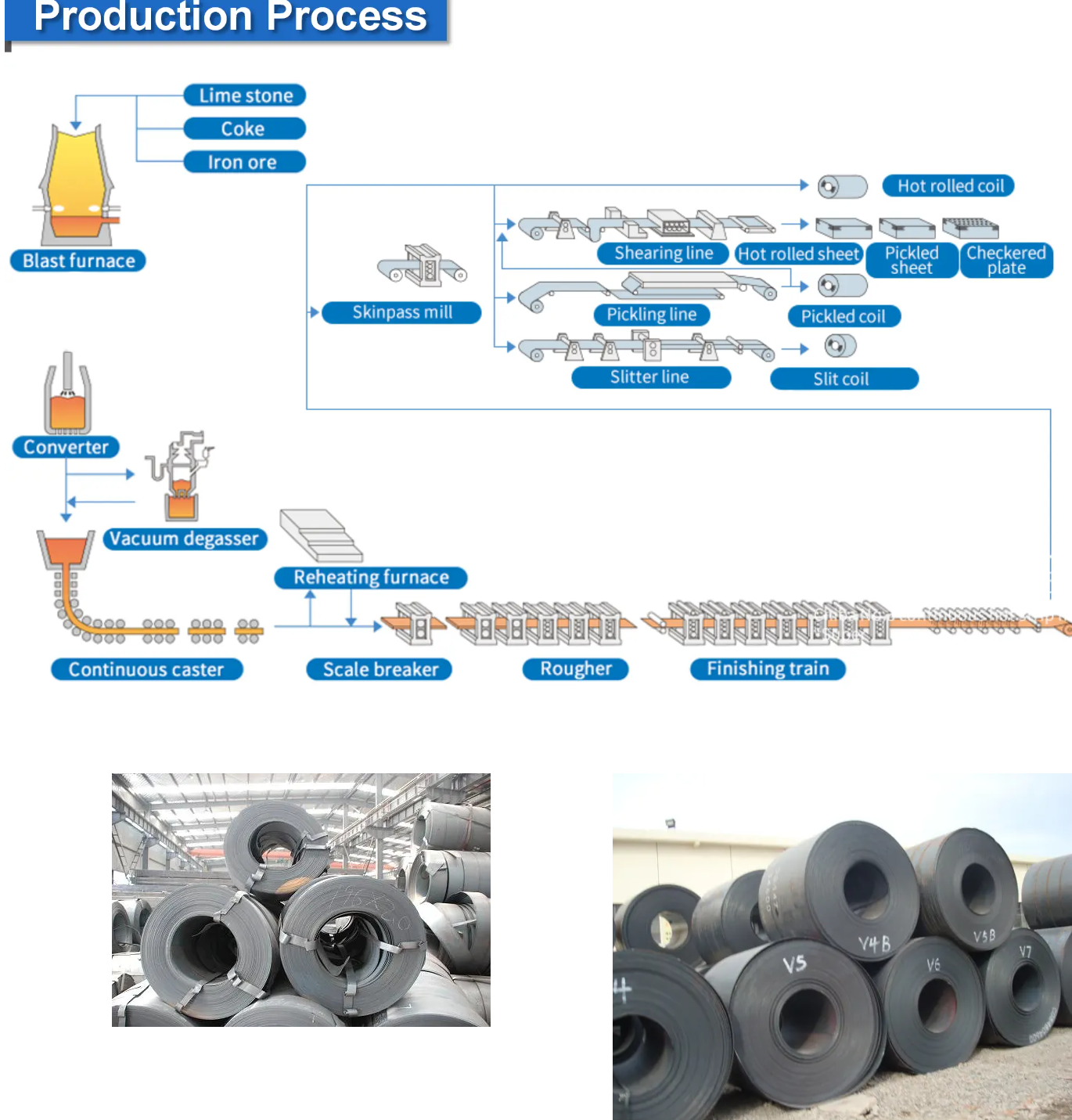
Процес на производство
Процесот на производство на топло валаничелична калеме клучна алка во производството на челик. Главно ја обликува челичната плочка во потребната форма на плочата преку валање на висока температура. Следните се неговите основни чекори:
Процес на производство на топло валан челик (поедноставен)
-
Подготовка на суровини:Започнете со континуирано лиени плочи или цепаници (дебелина 150–300 mm). Површините се чистат со пламенско шарење или брусење за да се отстранат бигорот и дефектите.
-
Греење:Плочите се загреваат во печка со подигачка греда до 1100–1300 °C за аустенитизација, со што се обезбедува еластичност. Се контролира униформната температура и времето.
-
Грубо обработување:Плочите минуваат низ мелници за грубо лепење за да се намали дебелината на 30–50 mm. Отстранувањето на бигор со вода под висок притисок ги отстранува површинските оксиди.
-
Завршување:Средните шипки се валани во завршни глодалки до целната дебелина (1,2–25 mm). AGC и контролата на рамноста обезбедуваат димензионална точност. Ролните се ладат и подмачкуваат за да се спречи абење и деформација.
-
Ладење:Ламинарното ладење ја намалува температурата на лентата од ~800 °C на собна температура (30–50 °C/сек), контролирајќи ја микроструктурата и механичките својства.
-
Намотување:Лентите се намотуваат во намотки под контролирана напнатост (100–500 N/mm²) на 550–700 °C за соодветна форма и својства.
-
Пост-обработка:Опционалните третмани вклучуваат маринирање, галванизација/алуминизација, жарење за еластичност и сплескање за завршна обработка на површината.
-
Инспекција за квалитет и пакување:Крајните производи се проверуваат за димензии, механички својства и квалитет на површината пред намотување, врзување и етикетирање според спецификациите на клиентот.
Пакување и транспорт
Обично празен пакет

Транспорт:Експрес (достава на примероци), воздушен, железнички, копнен, морски превоз (FCL или LCL или на големо)


Најчесто поставувани прашања
П: Дали сте производител?
A:Да, ние сме производител на спирални челични цевки со седиште во Тјанџин, Кина.
П: Може ли да направам мала пробна нарачка од само неколку тони?
A:Секако. Можеме да испраќаме мали нарачки користејќи ја услугата LCL (Помалку од товар на контејнер).
П: Дали примероците се бесплатни?
A:Да, примероците се бесплатни, но купувачот ги покрива трошоците за испорака.
П: Дали сте проверен добавувач и дали прифаќате трговска гаранција?
A:Да, ние сме седумгодишен добавувач на злато и прифаќаме трговска гаранција.
Напишете ја вашата порака овде и испратете ни ја
Категории на производи
-

Добар квалитет од кинескиот производител q235b A3...
-

Најпродавани безшевни прецизни челични цевки
-

Цена на TMT шипки од 6мм, 8мм, 10мм, 12мм, 16мм, 20мм, 25мм...
-

Висококвалитетна топло валана челична калемка од црн челик ...
-

Висококвалитетна и најевтина цена плоча за абење 500 абење...
-

API 5L одделение Б X80 безшевни челични цевки